Messvorrichtungen


© ProZa Messsysteme 2025
Vollautomatische
- Post Prozeß Messmaschine Zum
Prüfen von Wellen und Achsen.
Die Anlage ist kundenspezifisch
ausgelegt für ein. gleichzeitiges Prüfen
von 6 Durchmessern in einem Bereich
von min. 20h6 und max. 50h6, bei einer
maximalen Teilelänge von 150mm.
automatisches Maschinennachsteuern
nach Einzel-, Mittel- oder gleitendem
Mittelwert sowie kundenspezifischen
Werten. Umrüsten in einer Zeit von < 3
Minuten.
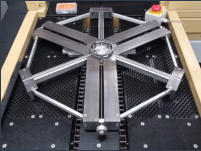
- Post Prozeß Messmaschine zum
Prüfen von scheibenförmigen
rotationssymetrischen Teilen.
Ausgelegt für ein Teilespektrum von ca.
160 ähnlichen Teilen. Es können 2 x
Innendurchmesser von 17mm bis
140mm 2 x Außendurchmesser von
40mm bis 300mm geprüft werden.
Innendurchmesser über Kurbel im
Bereich 17- 140mm beliebig zu
positionieren und über 7 Anschläge
höheneinstellbar. Außendurchmesser im
Bereich 40 - 300mm in 13 Positionen
und über 7 Höhenpositionen
absteckbar. Werkstückaufnahme auf
Dreipunktauflage und Fixierung im
Dreibackenfutter. Umrüstung manuell -
Umrüstzeit < 5 Minuten.
Maßbestimmung über 2-Punkt-Messung
mittels 12 mm Inkrementaltastern.
automatische Maschinennachsteuerung
nach Einzelwert, Mittelwert oder
gleitendem Mittelwert sowie
kundenspezifischen Werten.
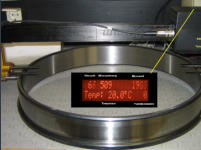
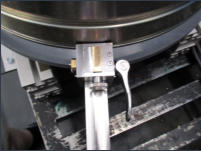
- Post-Prozeß-Meßmaschine für
Bremstrommeln ausgelegt zum
gleichzeitigen Prüfen von 2
Innendurchmessern. Die Anlage ist
ausgelegt für ein kundenspezifisches
Teilespektrum von 2 Teilen. Umrüstung
nicht erforderlich, da Teilespektrum im
Hubbereich der Meßtaster und des
Spannfutters. Gleichzeitiges Prüfen von
2 Innendurchmessern.
Meßwertaufnahme über inkrementale
Meßtaster. Automatische
Maschinennachsteuerung nach Einzel-,
Mittel- oder gleitendem Mittelwert sowie
kundenspezifischen Werten.
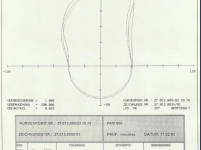
- Polarkoordinaten Messmaschine
zum Prüfen von Kurvenscheiben oder
kurvenähnlichen Teilen, mit einem max.
Durchmesser von 600mm. Meß- und
Auswertezeit mit Soll-, Istvergleich und
Einpassung < = 30 Sekunden.

Vollautomatische
- Vollautomatische
Messvorrichtung mit Roboter.
100% Kontrolle - 100% Qualität
Arbeitstakt < 20 Sekunden. Bedingt
durch die höhere Arbeitsteilung in
Produktionsprozessen, z.B. durch
Outsourcing, werden Schnittstellen
geschaffen deren Funktion und
Dokumentation zu sichern sind.
Besonders in vollautomatischen
Montagebändern ist eine 100%ige
Qualität der Zuführteile unbedingt
erforderlich. Um Fertigungskosten zu
sparen, kommen Prüfvorrichtungen mit
Roboter zum Einsatz. Die
Messwerterfassung erfolgt über
elektronische Taster, oder
berührungslos über Laser, im µm-
Bereich. Die Auswertung der Messwerte
erfolgt über den Messrechner MCQ
2000. Die Abfragegeschwindigkeit ist
< 1msec., die Messauflösung 0,1µm.
GUT-SCHLECHT-Aussagen werden
angezeigt und Klassifizierung bzw.
Sortierung vorgenommen.
Die erfaßten Messdaten können intern
ausgewertet und/oder an übergeordnete
CAQ-Systeme für die Statistik
übergeben werden. Auch kann das
mobile System an LAN`s
angeschlossen werden.
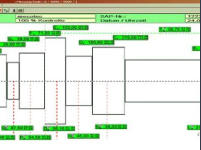
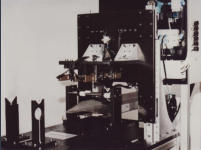
- Wellenmessautomat Im Zuge der
verstärkten Kundenforderungen nach
mehr Transparenz im Qualitätswesen
und der damit verbundenen
Nachvollziehbarkeit von
Messergebnissen in der Teilefertigung
haben wir für namhafte Hersteller von
wellenförmigen Teilen Messautomaten
entwickelt und gebaut . Diese
Messautomaten sind in der Lage ein
Teilespectrum von z.B. Getriebewellen,
Antriebs und Nockenwellen zu
vermessen, ohne das der Messautomat
umfangreich umgebaut oder angepasst
werden muss. Dadurch sind Sie in der
Lage die Qualität Ihrer Produktion-
prozessnah und schnell zu garantieren,
sowie teure
Koordinatenmessmaschinenzeit ein zu
sparen. Es können z.Z. an Teilen von
100-1000mm Länge und bis zu ca.30
Kg Gewicht sowohl Länge,
Durchmesser - , Abstandsmasse als
auch Nockenwinkelermittelt werden. Die
Messmaschine ist so konzipiert , dass
sie im Fertigungsbereich einer
Schmiede problemlos eingesetzt
werden kann. Das Handling des
Bedieners beschränkt sich auf das
Einlegen des Prüflings in ein
Beladeprisma und das Starten des
Messablaufes.
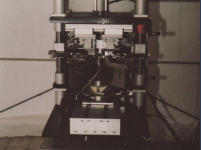
Alle zur Messung notwendigen Aktionen
werden von dem Messautomaten
selbständig durchgeführt . Er ist als
Kompaktanlage (BxTxH
2000x1200x2000) ausgelegt und durch
Blechverkleidungen vor Schmutz und
unbefugtem Zugriff geschützt . Die
Messdaten werden durch ein Laser -
und mehrere inkrementale
Messsysteme die an einem
Messrechner MCQ 2000+
angeschlossen sind, er fasst und als
numerischer und/oder graphischer Wert
dem Werker am Display angezeigt . Die
Ergebnisse können statistische
ausgewertet und oder gespeichert, bzw.
online weiterverarbeitet werden.


Halbautomatische
- Funkbox FTB 200 Die Funkbox überträgt
einen Induktivtasterwert sowie einen
Temperaturfühlerwert (Li-iom) via Funk
von einem akkugestützten Sender zu
einer Empfängerbox oder Messrechner.
Ebenso werden drei Funktionstasten
„Messen“ „Kalibrieren“ und „
Temperaturübernahme“ zu der
Empfängerbox übertragen.
Der Tasterwert sowie der Temperaturwert
werden in der Empfängerbox als zwei
Analogwerte an Standard Buchsen
ausgegeben oder direckt im Rechner
verarbeitet. Die 3 „Funktionstasten“ stehen
an der Empfängerbox als 3 potentialfreie
digitale Ausgänge zur Verfügung optional
Verarbeitung im Messrechner.
Die Funkbox ist so ausgelegt
das sie ohne Probleme an einen
Messbalken geklemmt werden kann,
wodurch die Bedienung sehr erleichtert
wird. Sie kann mit einem Finger bedient
werden, sodass beide Hände zum führen
des Messbalkens zur Verfügung stehen.
In der Funkbox ist eine LCD Anzeige
(Low-Power Version, 2 Zeilen à 16
Zeichen optional Grafikanzeige mit
Messsaulenanzeige) integriert. An dieser
Anzeige stehen in der Standardanzeige
5 Werte dem Bediener zur Verfügung:
Messzeit, Akkuspannung mit Vorwarnung
Akku leer, der Messwert des Induktivtasters
(+- 2000;+- 200.0 µm), der
Temperaturwert des Messfühler oder ist
dieser nicht eingesteckt die Temperatur an
der Box, sowie die codierte aktive
Funktionstaste und eine Kennung „
Funkverbindung o.K.“.
Temperierplatten
für Einstellmeister
Die Temperierplatten dinen der
termischen stabilisirung und
angleichung des Einstellmeisters an die
werkstücke. Wir haben ein stadard
Programm von 150 bis 500 mm, aber
stelle auch Temparierplatten nach
Kunden Spezifikation her.